Zerodha Insider Tool – To help you spot trading opportunities
Traders,
Note: We have stopped supporting this tool.
Have you ever pondered on who probably knows the best about a business, Fundamental Analysts, Technical Analysts, or the promoters/people running it?
Flashback to the Satyam incident. Do you think Ramalinga Raju or his close associates leading into the impending announcement, would have been holding onto their personal holdings in the company, knowing the negative impact that it would have on the stock price?

So, does it make sense to then track what insiders are doing on a stock that you are currently holding, or planning to trade/invest in?
In our attempt to empower the retail trader/investor with an edge while trading, we provide the Zerodha Insider Trading Tool to help you track what Insiders (Promoters, Employees, Audit firms, or anyone with knowledge of the company not available to the public domain) are doing with their stock holding in the company, buying or selling them.
We cut all the noise and provide you ZITIR (Zerodha Insider Trading Impact Rating), and continuous updates on the direction of trade the insiders are taking which can be the crucial ingredient that can be combined with your technical/fundamental analysis, and be the trading edge for your trades/investments to be a winner.
Using the tool:
1. Visit the Insider Trading Tool, part of Zerodha Market Intel on our website.

Zerodha Insider Trading Tool
2. ZITIR (Zerodha Insider Trading Impact Rating)
ZITIR is an indicator which gives you a quick view on how insiders of a company are feeling based on our proprietary algorithm: dark red for most bearish to bright green for most bullish as shown above.
3. Insider Trading History
Clicking on a stock of your interest would show up insider trading history and cumulative value of buy/sell for the last 6 months, and also the price chart of the stock as a quick reference to check the past behavior when insider trades were taken.
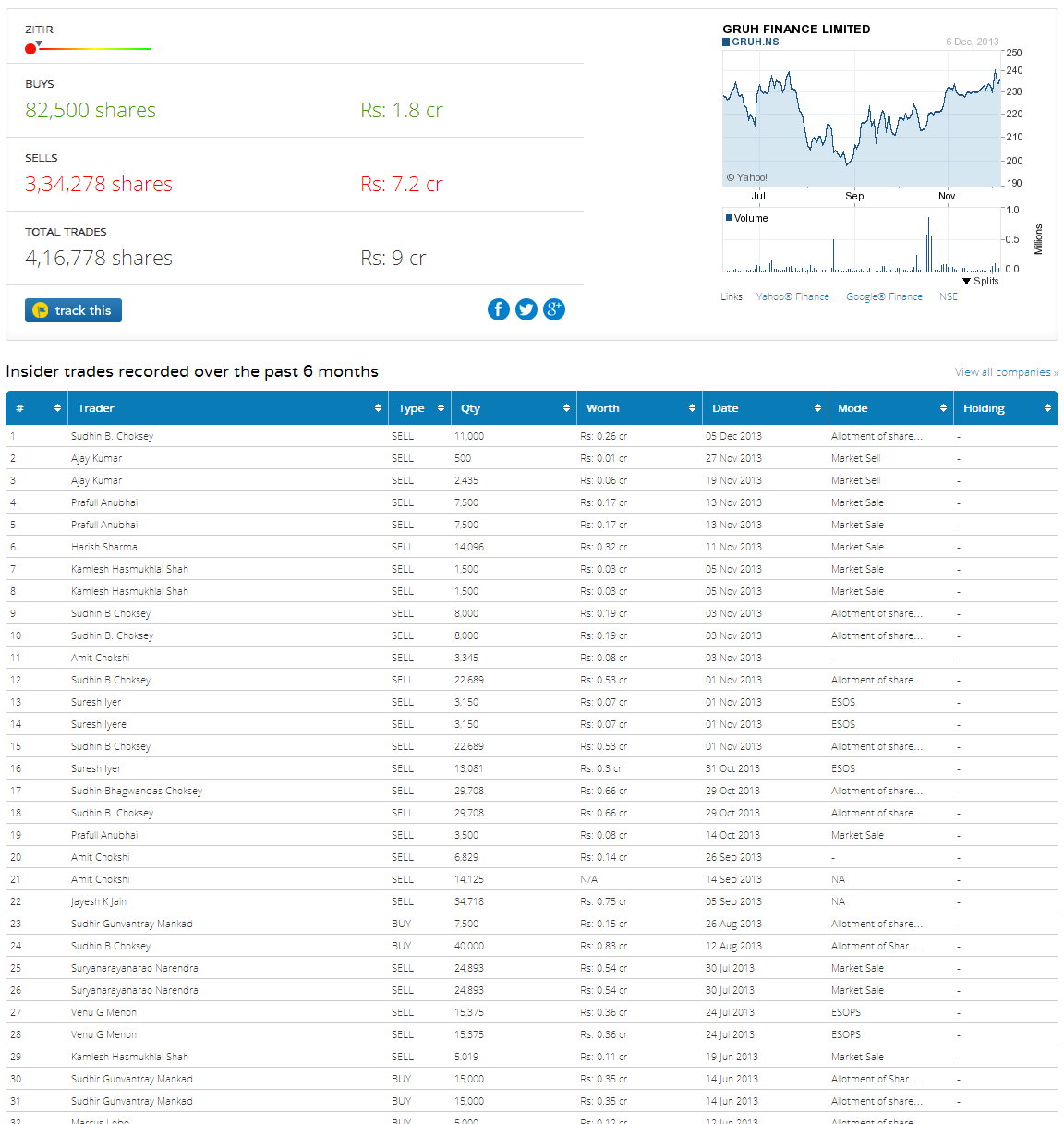
Insider Trading History
4. Tracking a stock of Interest
Use the search box to find the stock of your interest, click on it and enter your email ID by using the “Track This” option to get intimated via an email every time an insider trade is executed on this stock.

Tracking a Stock
Tips on using Zerodha Insider Trading Tool
- Unless the insider trade is really significant, use the information either for your short term trades or long term investments, not for intraday trades.
- While analyzing, give more importance to an insider buying his own stock over selling. There could be many reasons behind an insider selling, but when they are buying into their own stock it would surely mean they are feeling bullish.
- Clustering: when multiple insiders are buying or selling at around the same time, could mean an imminent stock move in the same direction.
- Small and Mid cap stocks tend to give a more accurate co-relation with insider trading action.
- Watch out for sudden spurts of buying/selling, this could be a precursor to a surprise announcement, results, etc.
Happy Trading,
Please provide TV view ( multiple screen view) in mobile Android phone.
Advance decline ratio indicator not able to find on kite platform function
Hi
I have been trading with Zerodha since last year, had a good experience with the trading app, but i have one suggestion
i am not able to see the entire birds eye view in one report Like to have a Balance sheet kind of view
Add:
+Total Payins
+Value Shares transferred into Zerodha from ICICIdirect
+Nett Profit
Less:
-Nett Loss
-Payouts
-Value Share sold
– All other Charges
should give me == Final Fund value (in my case it seems my Payins + Shares tranferred + profit i have made still shows i am where i started which makes me think if its a good option to continue trading or stop trading at all.
Just a small table should help know the status in one snapshot.
Currently i am seeing payins in one report
Profit and loss in one report says i made profit
and Dashboard says fund value is this which makes me wonder if i ever made any profit at all as the value doesnt seem to be growing inspite of me making some profit.
Can someone from the Analytics team develop this view for Zerodha members please. where everything is clear in just one table.
rgds
Hasina
I would like to request you to allow to trade at international level
Dear Team of Zerodha,
I had Received an message that the NEST trading terminal has been phased out and will stop accepting logins from today (March 27, 2020). So I have two doubts :
1) Is the phase out Temprorary or Permanent.
2) Do Kite Have all Details in stored as we had in Nest. Please clarify me if I\’m unaware of those things.
please introduce
how much time left to complete minutes bar on kite chart.
when i put order for option trading then why it was rejected it is showing this msg \”Strike price is outside the allowed range. Try a strike closer to the spot price.\”
when i have a fund and i put Normal order to buy it then why software is not allowed
I have a another trading platform there is no restriction on it. You have available fund then you can buy it
Hey Guys!
Just a Suggestion.
While putting qty in buy/sell case.. If you can show the total amount that would be of great help. Have to calculate that manually.
Eg. 2 shares x 100(price) = 200.
Maybe show this 200 there just like a calculator.If you can, please Do it.
And Btw KITE 3 is Great!
Hi.. I just wanted to give a suggestion. I saw many Broker platforms support money switching from Direct Mutual Funds to Liquid fund(same AMC\’s). So if possible please bring this feature in Coin.
Working on this.
In your MACD indicator, please darken the zero line, it becomes easier to spot the crossovers.
The positive and negative lines being of the same light grey colour, it becomes tedious to see the macd indicator
Will pass this on to the devs. I\’m not sure if it\’s possible since this is something that is packaged by ChartIQ.
Dear Nitin Sir,
I am Zerodha user From last 1 year.
My suggestion is that, a price Alert in kite Platform(Mobile APP) required for perfect Entry/Exit Decision while busy in different work .
It will be very Help full for Us.This feature is already available one of your Competitor.
Please take action ASAP.Waiting for your valuable Response.
Regards
Sourav
hello sir/madam
kindly update below mentioned options to Kite by Zerodha app
1) *DEMO mode *
this mode needed for beginners to
a)Evaluate the options available
b)Get familiar with investing with trial money instead of direct wasting really money
2) Stock alert setting
this mode needed to monitor interested/watch list information even in offline like text message notification
3) during buyingselling it must show Grand total for that particular instrument
(example: Presently showing [QTY:1450no] : [PRICE:2659Rs] we have to calculate manually
instead please provide one more column \”Grand total\”
Proposed suggestion [QTY:1450no] : [PRICE:2659Rs] : [GRAND TOTAL: 3855550Rs]
for easy and quick trading
4) In app \”Description column\” for Abbreviation used in app
Please let me know if this suggestion available already or impractical to apply on Zerodha app
if possible please call back to number given below if in case of my massage was not clear
regards
lokesh
ph 9986829004
Nithin Sir
I have open my account with zeordha in month if Feb.18. i have feel very good to trade with zerodha. I just feel some missing feature compare to others broker as below
1. Real time trade sms alert
2. Good to Cancel order option
Request to to add above feature in Zerodha which will improve our trading experience
Shivraj, we are working on GTC orders and trade alerts through means of push notification on mobile devices. We will inform all our clients once we go live with the same.
There should be an option or feature in bracket order to buy SL LIMIT
or same for sell SL LIMIT feature like upstox. So that trader can buy above CMP or can sell below CMP of his choice as per his analysis.
This feature is available on Kite.
Dear Sir,
I have a new suggestion for Kite chart in web-browser. In chart where the name of scrip is shown; can it moved from their to the bottom of chart in the left hand side in the day\’s history panel shows.
Thanks
Sir,
I am struggling with drawing Gartley pattern. Kindly let me know how to draw it.
If possible, I would request you to have a video created on YouTube channel. So that many can understand..
Thanks
hi Nithin,
i am new to trading, whether zerodha providing any stock advisory service. kindly let me know.
thank you
Kite in mobile does not respond immediately on buy or sell is made, when prices are on the move it really embarrasses.
Funds columns are not auto filled. It has the columns for realised profit etc remain blank, it may be up dated daily
Please keep clean and empty palace on kite , nothing required there. but alert is not available, you can add this . and one of the request please apply for Cryptocurrency exchange as soon as and keep your platform same as kite only.
Please add nifty advance decline chart and nse advance decline chart in kite and pi
Hey Kamlesh, we\’ve intentionally kept Kite a minimal platform to avoid noise. Read more about it here.
Hi Nithin,
I have a query about option trading. I have been trying to be on top in Bid/Option window for giving Highest/Lowest price but it does not reflect immediately. It takes a lot of time sometimes 5-10 mins. I have seen this many times. However I am talking about relatively less traded deep OTM calls. can you explain why?
*Bids/Offers window
I requesting you please add sl-m in bracket order.
I am a client of zreodha . I trade both in nse and mcx . For MCX trader wathching Spot gold ( comex ) , spot silver , spot crude ( comex ) , dollar index is so much essential . So I request zerodha to provide these rates only for view .
Zerodha Insider tool not functioning at all – is this an expected one? Do you have an alternate link or an application?
Also kindly advise if there is a tool to identify potential FNO trades. Thanks.
Santosh, we are not supporting this tool anymore.
Hi
I wanted to have a rotating cross; currently we have a fixed vertical cross. Please include or modify existing cross.
thanks
Darshan
Hi,
I wanted to have a rectangle which i will be able to rotate as i require. Now we have a rectangle that is fixed vertically.
Please include a rotating rectangle.
thanks
Darshan
Hi,
my question is little bit different, when i use normal margin i.e 1*14 or 1*11 which is available as equity margin, after using this margin if i earn profit of suppose 500rs in that case after all deductions i.e Taxable value of supply (Brokerage), Exchange transaction charges, IGST, Securities transaction tax (STT), sebi turnover fees, and Stamp Duty i get 412 rs as final profit in my account but in case if i am using Bracket Order Margins and if i earn 500rs profit then after all deductions i get only around 200rs why the amount of bracket order charges are high when compared to Nomral Equity Margin CHarges.
Please Explain
Thanks in Advance.
You\’ll have to look at the contract note to assess what charges you\’re paying for the trades you\’ve made. Bracket order/MIS orders are just different facilities provided by brokers for you to trade, using bracket order doesn\’t necessarily mean that you\’re paying higher charges; your cost of trading remains the same.
Hi ,
i am a zerodha trader for last 4 months ,i would like to know what is RUBBER BAND THEORY using LRC ,can u pls help me out , or is there any indicator in kite or pi. thanks
This is awesome. Thank you
Hi, I started share market from last March from Zerodha.I wanted to know,trading process in details step by step how to use MIS,CNC,MKT,LMT,SL,AMO,BO,CO to Buy and Sell (Nifty Banks Future,Options,Commodity,Swing Trading). If possible pl send me those details on my Mail,it would be very kind of me.
Thanks.
Richard, suggest you to check this playlist: https://www.youtube.com/playlist?list=PLkxTRam6E2V-okv6gwQlt6dLTsn0v6CD1
Hi Nitin
I just wanna a share an idea with you. actually today I was watching HCL tech and planned to buy a put when it reached to 905 in future. Actually for this kind of thing you need to seat and wait to manually buy.. Same if I wish mark my stop on option when the future is on a certain point than there is no other tool. So is it possible to develop such kind of trading tool. I really apologies because I don\’t know anything about market and how my idea is actually sounds.
Jishnu, not possible. This will be treated as an algo by the exchange.
Hi,
Opened account online recently, it was a breeze, after hearing / reading a lot about Zerodha.
Everything about your trading platform is great, except, one thing, VTC order placement, I would really
like to have this facility, since, I am from the trading community who cannot spend a lot of time in front of the PC or Mobile through the day, I have time from 8.30AM to 9.30AM, when I place my buy / sell orders through VTC (30 days is enough). Request you all to please consider this and I am sure you will implement this shortly, this is my sincere request, which will really help for people like me.
Keep up the great work you all are doing, hats off.
Cheers and regards,
juict.
Hi Mr.Nithin Kamath,
I had written the following mail on June 4, 2017 at 9:41 am, Sir, what is your opinion on this:
Opened account online recently, it was a breeze, after hearing / reading a lot about Zerodha.
Everything about your trading platform is great, except, one thing, VTC order placement, I would really
like to have this facility, since, I am from the trading community who cannot spend a lot of time in front of the PC or Mobile through the day, I have time from 8.30AM to 9.30AM, when I place my buy / sell orders through VTC (30 days is enough). Request you all to please consider this and I am sure you will implement this shortly, this is my sincere request, which will really help for people like me.
Keep up the great work you all are doing, hats off.
Cheers and regards,
juict.
Hi, yeah this is on top of our priority list to do. Will take some more time though.
I am using Android app of zerodha. plz make visible 4 hour & 12 hour charts..they are more useful for taking decisions
Why 4 hour & 12 hour charts are not provided ? They give more information about stock..plz get them soon..waiting here..
Hi,
I\’m not able to find any information for lot of companies and even for giants also. Am I missing on a tip?
We are not supporting this tool anymore.
Do u provide call?
No we don\’t.
please make awesome indicator adjustable
& add in PI with parameters change
Hi,
Pi has the ability to put CO at limit price. Why not start this for Kite as well??
Regards,
Mayuresh Warkhandkar
Yep soon.
I am a zerodha client … i m long term trader ..please give us stock alarm as soon as possible
I am a zerodha client, my request to fix horizontal line and vertical line, both lines move as stock price move forward,
so i suggest that pls fix this issue. thank you sir.
i am unable to use this tools.
plz help
Manas, exchange changed the format in which they were declaring the numbers. This tool is no more live
I trade through kite (url based) and in response to my query as to how to access UC/LC for any scrip, I got reply from your support that \’We would like to inform you that UC/LC is not available in kite platform.It is available in Pi & Zerodha trader in snap quote.\’. However, you are providing five best offers/bids anyway and downbelow, there is O/H/L/C – it is my suggestion that you add here UC/LC as well. I am unable to download Pi in my laptop due to office restrictions.
We\’ll pass on your suggestions to the Kite team.
Anyone tried the Trend Blaster system/indicator with Amibroker from Stockmaniacs? Is it good?
Hi Nithin,
It would be of great help if you can publish the Quaterly results list for a month or so.
ZITIR is not available since long time.
1. If you provide colour assigning facility for Boring and Exciting that will be very useful for marking demand and supply zones.
2. Kite website not showing market depth like CMP, Bid and offer price, five best buyer and sellers in new updated version in office website. It is visible in other personal PC\’s.
3. Popup for Stock price alert in mobile app and kite website
4. Bracket order facility in Kite website and mobile app.
Brackets are available, check this: https://kite.trade/docs/kite/. Others, hmm..
Hi Zerodha,
Could you pleaase provide the list of all technical tolls, different websites or platforms or knowledge base available with Zerodha. As I was just going through these chats I came to know which I didnt know like Crowd, insider trading Tool, coding of strategies.
Please provide the list of all facilities available with Zerodha account.
Thanks
Ramesh
Ramesh, check this: https://zerodha.com/technology
Thanks sir for reply
Bo in equity cash is possible by Android phone
Not currently but soon.
Sir I want to join u
Bracket order is possible by mobile Android.currently I m trading in sharekhan .ur mobile app is fast or slow.plz tell me
Our mobile app is quite fast .
bild the verey very good trade guid signal.ples
I have been trying this feature. there are no insider trades being displayed.. could you arrange for a list of such trades – its hard to keep entering all listed stocks – to find out which one is being traded .
thanks
Mahesh, the tool is currently down since exchanges changed the format in which the Insider data was provided.
thanks for replying Nitin..
is there any other way.. we can get this info..
desperately need leads on good stocks to day trade..
Currently, you would probably need to build a utility on your own, maybe an excel or something.
Nitin, the Insider Tool is still not working…have you guys turned this tool off ? If yes, will be very disappointed…..
Exchanges have changed the format in which they share this data. For now the tool is off. We will look at it again in a while.
Hi Nitin
One comment indicates that you are not going to support this tool for good on account of continuous changes whereas this post hints at a possibility of this being re-looked in future. Can you please clarify your stand ?
For now, the plan is to stop supporting this tool. It is painful when the input formats keep changing from the exchange.
Hi Nitin
I would be thankful to you if you can add charting tools like pitchfork , modified pitchfork , schiff pitchfork , gann angle etc. in Pi.It will be highly appreciative.
Thanks
Please do not Turn Off the good work!
I urge you not to close this important tool/info, rather find a way to modify it – easily… Please see if you can restore this tool.. Hope you ponder!
Looking for some insider data about a specific stock , is there any chances of restoring this feature, or is there any other option to get such information?
Unfortunately exchanges are continuously changing the data format in which they release all the insider info. Makes it very difficult for us to support, we will be turning this off soon.
Hi Zerodha,
Is this Insider Trading Tool still active and working… It doesn\’t display anything for any company for the past 6 months, as specified in the above post….
Can you please look into it, please?
warm regards…
Yes the tool is currently down. Exchanges have changed the format in which they share this data. WE will look into this.
Thnx Nithin…
Looking forward to getting this important data..
(would be nice if you update us once this useful tool is restored)
Dear Nitin
can you please add OCO ( one cancle other ) and OTO ( One triggers other ) order in kite or PI…… same like Interective broker.
like I want to buy nifty future at certain price…..so I place an order…….but at the same time when my this order is executed I want to hedge the position by selling certain sTrike Call Option on Nifty. Thats OTO order.
please add theses order types.
Thanks
Jignesh Patel
The Exchange considers all these types of orders as an Algo product and algo isn\’t approved to be used for the retail client without prior permission. In that sense its difficult to provide these features on the retail trading platform. However we\’re looking at ways in which we can provide you these facilities by staying within the purview laid down by the Exchange.
others providing oco orders, you should also.
We call it bracket orders. Check this.
Hi Team,
I just want to bring to your notice that we are not able to see live nifty and sensex movement on homepage of Kite so we need to go for different website to see the same. So it would be grateful to if you could upgrade this website so that we can see live nifty and sensex on homepage of kite.
Thanks
Umesh
Umesh, you can add Nifty index on the marketwatch itself. Search for Index in the marketwatch search box, u will see all index that can be added. You can even open charts for this. We will soon have sensex as well.
Dear sir,
today i have removed/uninstall my previous pi version which i had downloaded on 30 june 2015. Now i have downloaded the latest version released on 2nd july 2015.
The problem is that i am unable to see my current positions i nifty and banknifty. my login id is DA5873
Regards,
Abhishak Agnihotri
Nagpur.
Yeah, today is mock trading day on exchanges, so your real positions are not updated. Don\’t worry, will show up later.
Dear Nithin,
Cover order option is not available in mobile app. Please add the option.
Cover orders will be available on the mobile platform very soon. For now, you have to use Z5 to place cover orders using your mobile.
Dear Nithin Sir,
On our marketintel site, on 14/04/2015, it shows reliance ind. 6,82,94,104 shares were bought by insiders . But on that day it was market holiday . Then how is it possible ?
Regards
Haridas.
14th was the day when they declared to the Exchange that the shares were bought. Hence the date shows as 14.04.2015
Hi Nithin,
Is SMS alert possible on price or any EMA value from PI terminal ??
Not as of now Balu
How often inside trading data is updated. I suggest it should be updated at least once in 24 hours. For example insider trading data for ITC ltd as on 31 Jan 14 is updated only till 29 Dec 14 where as two announcements each has been made on 30 Jan and 31 Jan.
Also, following data (available in Form D) may be included for better appreciation of inside activity:
(a) Avergae price may be dipslayed instead of worth (can be calculated by worth/ qty).
(b) Execution date in addition to declaration date.
(c) Qty balance with concenred individual.
Incorporation of above suggestions would improve usability of this data and link for individul stocks can be given directly from q for stocks held in protfolio.
Errata : for \’as on 31 Jan 14 is updated only till 29 Dec 14 \’ read \’as on 31 Jan 15 is updated only till 29 Jan 15\’
Anna, we sync this every night with the data available on the exchanges. The process is automated, and the format we get the data (especially from BSE) is not consistent. It becomes very tough to actually give the other metrics. Yes we plan to give on Q link to ZITIR and Pulse, related to your holdings.
Could we also have the LTP and Change % for each stock on the same screen??
will bounce it with our team.
I wonder how people make out perfect predictions in CROWD.IN. Is predicting the nifty closing points depend on market sentiments or gestures or does it have a perfect technical formula, thru which v can predict it accurately…pls explain. If it has a prticular formula, what are the tools and chart, that will be helpful, in analyzing it……….
Thanking You.
Hawwa
Record in the https://zerodha.com/marketintel/InsiderTrading/INE008B01013/aimco+pesticides+ltd shows that insiders are selling the stock but their holding is actually being increased which seems wrong.
Checked http://www.moneycontrol.com/stocks/reports/aimco-pesticide-disclosures-under-reg136sebi-prohibitioninsider-trading-regulations-1992-862516.html and it looks like promoters are actually buying the stock. Please correct the data. Is this data aggregated automatically or is this manual?
Having this checked,the data is aggregated automatically from the exchange websites.
Hi Just curious how do you\’l track insider trading activities???
I mean multiple chart of any particular stock or index?
Well, we don\’t have that facility just yet. We don\’t have many users who would like to track the same scrip on different time frames. The ideal way to do this would be to change the time frame on an open chart from 1 minute to 5 minutes and vice versa. This will make sure your data utilization is minimal and will optimize your system performance.
Hananji, Is it possible in ZT to open multiple charts( different time frame) at same time? if possible how can i do it..Any link ?
I appreciate your response
Insider trading alert activation link doesn\’t open.
We\’ll have this fixed soon. Please try again in the next 30 minutes.
Check it out… It\’s fixed now. You can get your activation emails and then track any stock on the insider trading tool. Enjoy.
How to write algo code with the following condition
EMA
——–
CMP CLOSE > 4 EMA.AND 4EMA > 9EMA AND 9EMA >18 EMA SHOW BUY SIGNAL
CMP CLOSE < 4 EMA.AND 4EMA < 9EMA AND 9EMA <18 EMA SHOW SELL SIGNAL
ANY INTER MINGLING BETWEEN THE EMA LINE BOOK PROFIT
RSI 14
——–
RSI 80 SELL SIGNAL
BOLLINGER BAND —–20
————————————
CROSS ABOVE 20 DAY AVERAGE BUY SIGNAL
CROSS BELOW 20 DAY AVERAGE SELL SIGNAL
IF TOUCH UPPER BAND EXIT LONG
IF TOUCH LOWER BAND EXIT SHORT
MACD
———-
SHORT DURATION -12, LONG DURATION -26 , SIGNAL PERIOD – 9 ( SLOWER LINE)
IF FASTER LINE > SLOWER LINE .AND. BELOW THE 0 LINE BUY SIGNAL
IF FASTER LINE < SLOWER LINE AND ABOVE ZEROLINE SELL SIGNAL
EMA
> CMP CLOSE > 4 EMA.AND 4EMA > 9EMA AND 9EMA >18 EMA SHOW BUY SIGNAL
Buy: (Close > Ema(Close, 4)) and (Ema(Close, 4) > Ema(Close, 9)) and (Ema(Close, 9) > Ema(Close, 18))
> CMP CLOSE < 4 EMA.AND 4EMA < 9EMA AND 9EMA <18 EMA SHOW SELL SIGNAL
Sell: (Close < Ema(Close, 4)) and (Ema(Close, 4) < Ema(Close, 9)) and (Ema(Close, 9) ANY INTER MINGLING BETWEEN THE EMA LINE BOOK PROFIT
Profit booking cannot always be coded using the indicators because, the condition might fire anytime, may end up in profit/ loss.
RSI 14
> RSI 80 SELL SIGNAL*
Sell: RSI(Close, 14) = 80
> BOLLINGER BAND —–20 +
BBT(CLOSE, 20, 2, EXPONENTIAL) = 20
————————————
> CROSS ABOVE 20 DAY AVERAGE BUY SIGNAL + *
Close > SMA(Close, 20)
> CROSS BELOW 20 DAY AVERAGE SELL SIGNAL + *
Close IF TOUCH UPPER BAND EXIT LONG
BBT(CLOSE, 20, 2, EXPONENTIAL) > Close
> IF TOUCH LOWER BAND EXIT SHORT
BBB(CLOSE, 20, 2, EXPONENTIAL) > Close
MACD
> SHORT DURATION -12, LONG DURATION -26 , SIGNAL PERIOD – 9 ( SLOWER LINE)
> IF FASTER LINE > SLOWER LINE .AND. BELOW THE 0 LINE BUY SIGNAL
(MACDSignal(12, 26, 9, SIMPLE) 0) and (MACD(12, 26, 9, SIMPLE) > 0)
> IF FASTER LINE MACD(12, 26, 9, SIMPLE)) and ((MACDSignal(12, 26, 9, SIMPLE) < 0) and (MACD(12, 26, 9, SIMPLE) < 0)
Note:
+ Close, SMA used for coding purpose, You can modify accordingly. Pulse/ Algo Z considers only intraday. SMA9Close, 5) – represents bars and not days.
* Please elaborate the logic if you find this is not serving your purpose.
* Please back-test the strategies before going Live to assess the performance.
What is this SMA AND EMA .. Can you Explain me ?
SMA is Simple moving average, and EMA is exponential moving average, both technical indicators. We will soon start posts on these.
Nithin,
Please give code for
1.Buy When LTP moves above 5 days high with heavy volume.
2. Sell when LTP moves below 5 days low with heavy volume
And I want it to app on nifty 50 stocks
Thanks
Rakesh G R
Can you post this on tradingqna in algos section.
HOW EACTLY DO I ACCESS THE INSIDER TRADING TOOL
nitinji wonderful i follow ur z connect regularly its truly educational ,u guys rock best of luck nitinji keep posting ur valuable knowledge
Really hats off done a marvelous work for small trader keep rocking and helping the needy one my best wishes for you 🙂
Excellent work!!! Way to go Zerodha.
Thanks for giving such kind of info…I request you to provide similar tool for FII activity as Indian market is mostly driven by FII…!!!…Thanks,
I am very pleased with the concept. I am joining.
Sorry, off topic here. When will the NCDEX offering be available? I\’m holding back commodity subscription just for that.
Thanks
Joe,
We are members on NCDEX, not comfortable on Risk management with many commodities trading on NCDEX, hence we haven\’t gone live yet. We will keep you posted on this.
Cheers,
dear zerodha,
this is nagesh here, my id RR2656, Recently i downloaded nest plus, i am unable to see market depth and price ladder, I call up your customer care,, his name is wasim, he told me presently the working of price ladder and market depth is not working and it is under testing. Is it true ? Also i am unable to view price ladder and market depth. please help
thanks,
nagesh
We have disabled Price Ladder on all accounts as there is a bug which was giving wrong info.
Market Depth or Snap Quote works very well – exactly like it should. It shows you only the best 5 quotes and some other valuable information. It will not show you more than 5.
Is this feature still disabled? If so when are you planning to bring it back?
Gtt
Hi NIthin, I just opened kite on today morning, which being Saturday. Charts are showing some active date, i don\’t understand
It is mock trading day today. https://zerodha.com/marketintel/Circulars/
You guys are the best!!! Around the time when AAP is rocking in Delhi, you guys are doing the same for the retail trading community, Empowering !!!
Hi Nitin,
This message is a requirement in PI software. As i was checking with the Moving Averages i saw there is no option to choose from OHCL option. When you choose exponential average it always gives you close value of the period you choose. Could you update the software with these requirement.
Thanks
Gaurav, when you add the indicator, there is a dropdown to choose from OHLC. Check the 4th image here.
Please add advance decline ratio on zerodha web plat form for something like CNX500. it will help small participants like me to gauge the market. (only one small tab will do)
This is a requirement for money management. It would be good if I can allocate money separately for equity, derivatives, currencies and commodities. Also, it would be great if I can set stop loss rules – for example, warn me if the loss is more than 2% or overall loss for the month is more than 6%. This will help traders like me who lack discipline. Hope you take this as a priority and save the lives of millions of retail investors!
Please start Getting or co in mcx commodity